
In modern manufacturing, laser cutting technology has become an indispensable tool for high-precision, high-efficiency processing. However, faced with a diverse market of laser cutting equipment, making the right choice is a critical decision that every stakeholder must carefully consider. This article will provide a deep dive into the four mainstream types of industrial laser cutters, explaining their working principles and application scenarios, and offering a systematic framework to help you select the solution best suited for your business needs.
A Detailed Analysis of the Four Main Types of Laser Cutters
1. Fiber Laser Cutter
- Working Principle: A fiber laser generates its beam based on a "laser diode-pumped, doped optical fiber." At its core is a special optical fiber doped with rare-earth elements, such as Ytterbium (Yb). When "pump light" from multiple high-power semiconductor laser diodes is coupled into this fiber, the doped ions absorb the pump light's energy and jump to a higher energy state. Subsequently, within a resonant cavity (formed by fiber Bragg gratings), these ions undergo stimulated emission, generating and amplifying a laser of a specific wavelength (typically 1.06μm). Finally, this high-quality laser beam is guided through a flexible delivery fiber to the cutting head, where it is focused to process the workpiece. The entire process is completed within the optical fiber, resulting in a compact and stable structure.
- Core Advantages & Features: Its most significant advantage is its extremely high electro-optical conversion efficiency (often exceeding 30%), which is far superior to other types, meaning it is more energy-efficient at the same power level. Its beam quality (BPP value) is excellent, allowing it to be focused into a very small spot, thereby achieving extremely high power density. This enables incredibly fast cutting speeds on metal materials, with narrow kerfs and a small heat-affected zone (HAZ). Furthermore, its all-solid-state, all-fiber construction eliminates the need for complex optical mirror adjustments, making it virtually maintenance-free with exceptional operational stability and a core component lifespan of tens of thousands of hours.
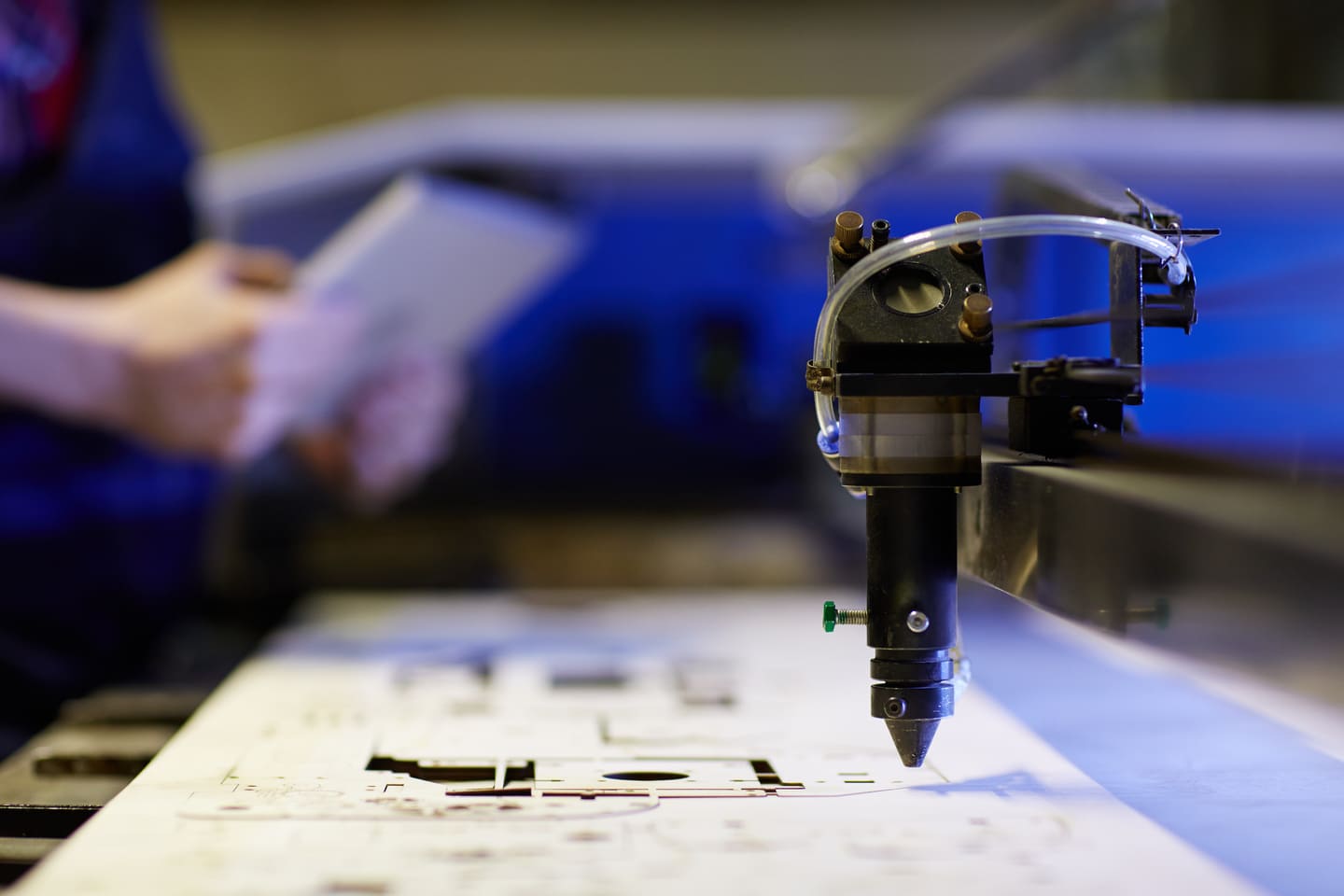
- Primary Applications: The fiber laser is the undisputed "king of metal processing." It dominates nearly all metal sheet cutting applications, including carbon steel, stainless steel, aluminum alloys, brass, and copper. Its applications span across industries such as automotive manufacturing (car bodies, parts), sheet metal fabrication, chassis and cabinets, kitchen and bath fixtures, aerospace (precision components), construction machinery, and shipbuilding. Whether for high-speed cutting of thin sheets or high-power cutting of thick plates, the fiber laser delivers outstanding productivity.
2. CO₂ Laser Cutter (Carbon Dioxide Laser Cutter)

- Working Principle: The CO₂ laser is a type of gas laser. Its gain medium is a mixture of gases in specific proportions: carbon dioxide (CO₂), nitrogen (N₂), and helium (He). Inside a sealed discharge tube, a high-voltage electric field is applied, causing the nitrogen molecules to become excited to a vibrational energy level. These excited nitrogen molecules then collide with CO₂ molecules, transferring their energy and causing the CO₂ molecules to jump to a higher energy state. As these high-energy CO₂ molecules transition back to a lower energy level within the optical resonator, they emit far-infrared laser light with a wavelength of 10.6μm. The role of helium is to help the CO₂ molecules cool down quickly from their lower energy state, maintaining the population inversion necessary for continuous laser output.
- Core Advantages & Features: The greatest advantage of the CO₂ laser lies in its wavelength. The 10.6μm laser is perfectly absorbed by the vast majority of non-metallic organic materials, such as wood, acrylic, leather, fabric, paper, plastics, and stone. This results in excellent cutting quality on these materials, with smooth edges and virtually no burrs. For transparent materials like acrylic, it can produce a flame-polished, crystal-clear edge. While it can cut thin metals, its efficiency is low because metals absorb its wavelength far less effectively than they do a fiber laser's, and it requires an assist gas. Its operating costs are relatively high, requiring regular maintenance of optics and replenishment of the working gases.
- Primary Applications: The CO₂ laser is the "multi-tool for non-metal processing." It is widely used in the advertising industry (acrylic letters, signs), arts and crafts (wooden models, bamboo engraving), apparel and textiles (fabric cutting, leather perforation), packaging and printing (cardboard prototyping, greeting card making), and architectural decoration. For businesses whose work is primarily focused on non-metallic materials, the CO₂ laser remains an irreplaceable choice.
3. Nd:YAG / Nd:YVO Laser Cutter (Crystal Laser)

- Working Principle: This category of laser is a solid-state laser where the gain medium is a man-made crystal rod, typically "Neodymium-doped Yttrium Aluminum Garnet" (Nd:YAG) or "Neodymium-doped Yttrium Orthovanadate" (Nd:YVO). Light from a pump source (originally krypton lamps, now more commonly laser diodes) illuminates the crystal rod, causing the neodymium (Nd) ions within it to absorb energy and become excited. Within an optical resonator, these ions produce stimulated emission, outputting a laser with a wavelength of 1.064μm, similar to that of a fiber laser. These lasers typically operate in a pulsed mode, allowing them to deliver very high peak power in extremely short durations.
- Core Advantages & Features: Their core advantage is their extremely high peak power and very short pulse width. This allows for processing with a minimal heat-affected zone (HAZ), making them exceptional for precision marking, engraving, scribing, drilling, and the micro-cutting of thin materials with extremely high accuracy. Compared to a fiber laser, while its average power may be lower, its instantaneous burst of energy is ideal for applications requiring a "cold processing" effect. Diode-pumped Nd:YVO lasers are more efficient and have a longer lifespan than traditional lamp-pumped Nd:YAG lasers.
- Primary Applications: Nd:YAG/YVO lasers are "specialists in micro-precision processing." They are primarily used in fields with stringent requirements for precision and minimal thermal damage, such as the electronics industry (wafer scribing, PCB marking), medical devices (stent cutting, instrument coding), jewelry (fine engraving, drilling), and the repair and marking of precision molds. They are not designed for the rapid cutting of large sheets but excel at high-value-added, delicate processing tasks.
4. Direct Diode Laser (DDL) Cutter
- Working Principle: The direct diode laser (DDL) is the most straightforward and efficient type of laser in principle. It is constructed from a large number of semiconductor laser diode chips integrated into "bars," which are then stacked into arrays. When electricity is applied, these diodes directly convert electrical energy into light energy, emitting a laser. This vast number of individual laser beams is then consolidated and coupled into a single, high-power, usable output beam through special optics (such as beam shaping and polarization combining techniques). This process bypasses intermediate gain mediums like fiber or crystals, making it the most direct path.
- Core Advantages & Features: Its most prominent advantage is its unparalleled electro-optical conversion efficiency, which can be 50% or higher, making it the most energy-efficient laser technology available today. At the same time, its structure is extremely compact, robust, and highly reliable. Historically, its main challenge has been a lower beam quality compared to fiber lasers, resulting in a larger focused spot and lower power density. However, with rapid technological advancements, the beam quality of modern DDLs has improved significantly, greatly increasing their potential in cutting applications.
- Primary Applications: Traditionally, due to their beam shape and energy distribution characteristics, DDLs have been primarily used for laser welding, cladding, and surface heat treatment (hardening), where they perform exceptionally well. In recent years, with improved beam quality, high-power DDLs have also begun to enter the metal cutting market, demonstrating cost and efficiency advantages, particularly in cutting medium-to-thick plates. It is considered a highly promising emerging technology poised to compete with fiber lasers in more applications in the future.
How to Choose the Right Laser Cutter
Selecting the right equipment is a systematic process that requires evaluation from several key perspectives:
1.Identify Your Core Processing Materials:
This is the primary decision-making factor.
- Primarily Metals: A fiber laser is, without question, the top choice.
- Primarily Non-Metals: A CO₂ laser is the only correct choice.
- Mixed Metals and Non-Metals: Evaluate the business ratio. If non-metals dominate, a CO₂ laser that can also handle thin metals may suffice. If both are important and the budget allows, investing in two dedicated machines (e.g., a CO₂ laser and a low-power fiber laser) is the most efficient solution.
2.Assess Processing Thickness and Power Requirements:
The thickness of your material directly determines the required laser power. Higher power allows for cutting thicker materials or cutting at faster speeds on the same thickness. Be sure to request a detailed "cutting capabilities chart" from suppliers to confirm that your chosen power level can efficiently cover over 80% of your business's thickness range.
3.Define Precision and Quality Standards:
For general sheet metal fabrication, the precision of fiber and CO₂ lasers is more than adequate. However, if your business involves micron-level fine processing, such as medical stents or electronic chips, then an Nd:YAG/YVO laser is what you should be focusing on.
4.Calculate the Total Cost of Ownership (TCO):
Don't just focus on the initial purchase price (Capital Expenditure, CAPEX); it's crucial to calculate the long-term operating costs (Operating Expenditure, OPEX).
- Fiber/DDL Lasers: The initial investment may be higher, but electricity, consumables (virtually none), and maintenance costs are extremely low, giving them a clear TCO advantage.
- CO₂ Lasers: The initial investment may be lower, but they require ongoing expenses for gases, electricity (due to lower efficiency), and optics maintenance.
Conclusion
There is no "one-size-fits-all" laser cutter. The fiber laser is the champion of high-speed metal processing, the CO₂ laser is the irreplaceable expert for non-metals, the crystal laser focuses on high-precision micro-machining, and the direct diode laser is a highly efficient and promising new force.
The wisest investment decision stems from a deep understanding of your current and future business needs. By systematically analyzing your core materials, thickness requirements, precision standards, and budget, you can accurately match your needs with the technology that will generate the most value, securing a lasting competitive advantage in the market.
FAQ
1. Is higher laser power always better?
Not necessarily. Higher power means a higher purchase price and greater electricity consumption during operation. If the vast majority of your business involves cutting thin sheets, purchasing an overpowered machine is a waste of capital. The sensible approach is to choose a power level that covers your primary business scope while leaving some room for future growth.
2. What is "Total Cost of Ownership" (TCO), and why is it more important than the initial price?
TCO = Initial Purchase Price + Lifetime Operating Costs (electricity, gases, consumables, maintenance, labor) - Residual Value of the machine. A machine that is cheap to buy but has high operating costs can end up costing far more over several years than a machine that was more expensive initially but has very low operating costs. For industrial production equipment, TCO is the true measure of its economic viability.
3. How is the safety of industrial laser cutters ensured?
All legitimate industrial laser cutters must comply with international safety standards. They are typically built with a fully enclosed protective housing to contain laser radiation and processing fumes. Additionally, the machines are equipped with safety interlocks (which cut the beam if a door is opened), emergency stop buttons, and certified laser-safe viewing windows. Operators must receive professional training and wear specialized safety glasses rated for the specific laser wavelength.
Share This Post: