
At Hymson, our expertise is built on a deep understanding of advanced manufacturing technologies. Tube laser cutting is a cornerstone of modern fabrication, offering unparalleled precision and efficiency. This guide provides an authoritative overview of the process, from initial CAD design to the final, perfectly executed component. We will explore the technical nuances of machine setup, parameter optimization, and quality control that define a superior result.

This is not just a theoretical walkthrough; it is a distillation of our hands-on experience in leveraging state-of-the-art laser technology to transform complex designs into tangible, high-quality parts with minimal material waste and maximum repeatability.
What is Tube Laser Cutting?
Tube laser cutting is a thermal separation process that utilizes a highly focused, high-energy laser beam to cut, perforate, and shape metal tubes and profiles. The process works by melting or vaporizing the material in a localized area. Simultaneously, a coaxial jet of high-pressure assist gas, such as nitrogen or oxygen, ejects the molten material (kerf) from the cut zone, resulting in a clean, burr-free edge.
The primary advantage of this technology lies in its ability to produce intricate and complex geometries in a single operation, often eliminating the need for subsequent processes like drilling, sawing, or milling. This consolidation of manufacturing steps significantly reduces lead times and production costs while enhancing structural integrity. Its precision makes it indispensable in sectors with stringent quality standards, including automotive, aerospace, medical devices, and architectural construction.
The Step-By-Step Tube Laser Cutting Process
Executing a flawless laser cut requires a systematic and meticulously controlled workflow. Our process is refined to ensure optimal results at every stage.
Design & Programming (CAD/CAM Integration): The process begins in the digital realm. A 2D or 3D model is created using Computer-Aided Design (CAD) software. This digital blueprint is then imported into Computer-Aided Manufacturing (CAM) software, which translates the design into machine-readable instructions (G-code). At this stage, our engineers optimize the cutting path, sequence, and nesting to maximize material utilization and minimize cycle time.
Material Preparation & Loading: The raw material tube is inspected for defects and cleanliness. It is then securely loaded into the machine's automated chucking system, which grips, rotates, and feeds the tube with high precision throughout the cutting process.
Parameter Configuration: This is a critical step where expertise is paramount. The operator sets key parameters on the CNC controller based on the material type, wall thickness, and desired edge quality. These include:
- Laser Power (W): Determines the energy delivered to the material.
- Cutting Speed (m/min): Balances cut quality with production throughput.
- Assist Gas Type & Pressure (bar): Crucial for edge quality and material reaction.
- Focal Position: Fine-tunes the laser beam's convergence point relative to the material surface.
- Execution & Real-Time Monitoring: The machine initiates the cut by first piercing the material—a controlled burst of energy to create a starting hole. The laser head then follows the programmed G-code path, while the tube is precisely rotated and advanced by the motion system. Modern systems, like those used at Hymson, often include real-time monitoring to ensure consistency.
- Part Removal & Finishing: Once cut, the finished part is separated from the raw tube stock. Thanks to the precision of the process and the correct use of assist gas, parts typically require no secondary deburring or finishing, and are ready for the next stage of assembly or treatment.
The Critical Role of Assist Gases
The choice of assist gas is fundamental to the quality of the final cut.
- Nitrogen (N₂): As an inert gas, nitrogen is used for "clean cutting" or "fusion cutting." It prevents oxidation at the cut edge, which is essential for materials like stainless steel and aluminum where a bright, weld-ready, and corrosion-resistant finish is required. At Hymson, we have invested in on-site nitrogen generation, which guarantees a consistent, high-purity supply, ensuring project timelines and quality are never compromised by external dependencies.
- Oxygen (O₂): Used primarily for mild (carbon) steel, oxygen creates an exothermic reaction that aids the cutting process, allowing for significantly faster speeds. However, it leaves a thin oxide layer on the edge.
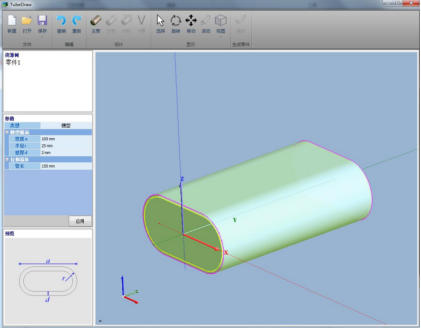
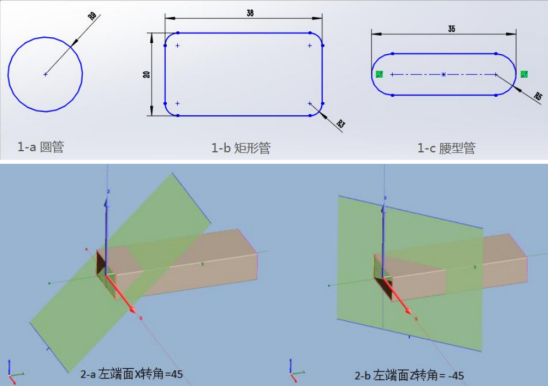
The CAD Process for Tube Laser Cutting
The foundation of every precise laser-cut part is a well-engineered CAD file. Our design engineers use advanced software to create detailed 3D models, which allow for a complete visualization and simulation of the final component. This digital prototyping phase is crucial for identifying potential manufacturing challenges, optimizing part geometry for strength and weight, and ensuring perfect fit and function in assemblies.
The CAD file is more than a drawing; it contains all the geometric data needed for the CAM software to generate an efficient cutting path. Details like hole placement, slot dimensions, and complex end-cuts are defined with tolerances often measured in micrometers. A finalized design is exported in a compatible format (e.g., STEP, DXF, DWG) and transferred to the laser machine's control system, bridging the gap between design intent and physical reality.
What is a Laser Cutting Machine?
A laser cutting machine is a sophisticated CNC (Computer Numerical Control) tool that directs a high-power laser beam through an optical system to cut materials. It integrates a laser source, a motion control system, a material handling system, and a CNC controller. Its versatility allows it to process a wide range of materials and shapes with a level of precision and speed that traditional mechanical cutting methods cannot match.

How Does a Laser Cutting Machine Work?
The machine operates on a simple principle executed with extreme precision. The laser source, typically a Fiber or CO₂ resonator, generates a powerful, coherent beam of light. This beam is transmitted through a series of mirrors or a fiber optic cable to the laser head. Inside the head, a focusing lens concentrates the beam's energy onto a tiny spot on the material's surface. The intense thermal energy instantly melts or vaporizes the material. The machine's CNC-driven motion system moves the laser head and/or the workpiece along a programmed path to create the desired shape, while the assist gas jet clears the molten debris.
Core Components of a Laser Cutting Machine
- Laser Source (Resonator): The heart of the machine; generates the laser beam (e.g., Fiber Laser, CO₂ Laser).
- Beam Delivery System: The optics (mirrors, lenses, or fiber optic cable) that guide the beam to the cutting head.
- Cutting Head: Houses the final focusing lens and the nozzle for the assist gas.
- CNC Controller: The computer that interprets the program and controls the machine's movements and laser parameters.
- Motion System: High-precision motors and drives that move the cutting head and/or the workpiece.
- Material Handling System: Includes the loading mechanism and chucks that hold and manipulate the tube.
- Assist Gas System: Regulates and delivers the selected gas to the cutting head.
- Cooling System (Chiller): Maintains the optimal operating temperature for the laser source and optics.
Conclusion
Mastering the tube laser cutting process is essential for any manufacturer committed to precision, efficiency, and quality. It is a synthesis of advanced digital design, robust machine technology, and deep process knowledge. From the critical CAD stage to the selection of the correct assist gas, every step is integral to achieving a final product that meets the most demanding specifications. Hymson continues to invest in and refine this technology, providing our partners with a reliable, authoritative, and expert solution for their most complex manufacturing challenges.
FAQ
1. What types of materials and profiles can be cut with a tube laser?
A tube laser can cut a wide range of metals, including stainless steel, carbon (mild) steel, aluminum, brass, and copper. It can process various profiles, such as round, square, rectangular, and oval tubes, as well as open profiles like angle iron and C-channels.
2. How does tube laser cutting compare to traditional methods like sawing and drilling?
Tube laser cutting offers significant advantages. It is a single-machine process that can perform multiple operations (cutting, drilling, slotting, mitering) in one setup, drastically reducing production time. It provides superior accuracy, cleaner edges that require no deburring, and allows for far more complex geometries than traditional methods.
3. What is the typical wall thickness a tube laser can handle?
The maximum wall thickness depends on the laser power and the material type. For example, a high-power Hymson fiber laser can typically cut stainless steel up to 10-12mm and mild steel up to 20-25mm, though these are general guidelines. The optimal thickness for both speed and quality is usually in the lower to mid-range of this capability.
4. Why is nitrogen gas often preferred for cutting stainless steel?
Nitrogen is an inert gas, meaning it does not react with the molten stainless steel during cutting. This prevents oxidation, resulting in a clean, bright, silver-colored edge that is free from discoloration. This oxide-free finish is critical for applications requiring high-quality welds or a pristine aesthetic appearance.
5. How critical is the initial CAD file to the final product's quality?
The CAD file is absolutely critical; it is the blueprint for the entire process. Any inaccuracies or design flaws in the CAD model will be directly translated into the final part. A well-prepared file, optimized for laser cutting, ensures dimensional accuracy, efficient material use, and helps prevent cutting errors, making it the foundation of a high-quality outcome.
Share This Post: